Keletas veiksnių, kurie turi turėti įtakos varžtų nuovargiui!
Sep 27, 2022
Anksčiau buvo manoma, kad metalo nuovargis tam tikru mastu atsirado dėl medžiagų metalurginių savybių pokyčių. Kažkaip metalai per anksti genda kintamos apkrovos metu.
Tai gerai žinoma problema ir daugelio gaminių gedimų priežastis, įskaitant kai kuriuos gedimus, susijusius su gyvybės atėmimu.
Dabar, po santraukostvirtinimo detalėPastaraisiais metais pramonėje nuovargį sukelia vienas ar keli įtrūkimai, praeinantys per medžiagą.

Nuovargis rodo laipsnišką įtrūkimą
Įtrūkimai gali atsirasti dėl kai kurių esamų defektų, pvz., metalo intarpų, arba esant didelėms įtempimo vietoms, pvz., įpjovoms, ir lėtai augti su kiekviena apkrova.
Norint iš tikrųjų aptikti įtrūkimus, gali prireikti milijonų pasikartojančių apkrovų (vadinamų įtempių ciklais).
Didėjant plyšio ilgiui, likusi medžiaga patiria vis didesnį įtempimą, nes apkrovos išlaikymo plotas vis mažėja. Kai plyšys iš tikrųjų pasiekia kritinį ilgį, jis visada prasiskverbia per medžiagą ir sukels visišką gedimą.

Prireikia metų, kol nuovargio plyšys praeisvaržtas
Terminas „nuovargio gedimas“ dažnai vartojamas apibūdinti dalių pažeidimams dėl nuolatinės apkrovos. Nuovargio žala prilygsta įtrūkimo ilgiui.
Tam tikrais kritiniais atvejais būtina naudoti dažų skvarbą arba net reguliariai tikrinti varžtų įtrūkimus rentgeno spinduliais, kad būtų užtikrinta, jog nėra aptinkamų įtrūkimų. (Įtrūkimai gali būti mikroskopinėse skalėse, ty žemiau matavimo metodo aptikimo slenksčio.)

Varžtas yra tipiška kelių įpjovų dalis, o jo nuovargiui akivaizdžiai įtakos turės daugelis veiksnių, tokių kaip varžto struktūra, dydis, medžiaga ir gamybos procesas. Palyginti su įpjovomis tos pačios medžiagos gabalais, jų atsparumas nuovargiui paprastai yra žymiai mažesnis.
Be sriegio, kitos silpnos dalys, turinčios įtakos varžto nuovargiui, yra perėjimas tarp sriegio ir strypo bei perėjimo įpjova tarp varžto galvutės ir strypo. Dėl staigaus pjūvio pasikeitimo šiose dalyse taip pat yra didelė įtempių koncentracija. Čia išvardijame 10 veiksnių, turinčių įtakos varžtų nuovargio savybėms. Norėdami rasti atitinkamas varžtų vietas, žiūrėkite toliau pateiktą paveikslėlį.

Varžtų nuovargio stiprumą įtakojantys veiksniai
01. Sriegio paviršiaus kokybė
Sriegio paviršiaus šiurkštumas turi didelę įtaką varžto nuovargio trukmei. Pavyzdžiui, kai 4 0CrNiMo plieninių varžtų su M6-1.0 sriegių šiurkštumas sumažėja nuo 0.08~0 nuo 0,16 iki 0,63~1,35, nuovargio stiprumas sumažėja 33 procentais; Kai varžtų su M12-1.5 sriegiais paviršiaus šiurkštumas sumažėja nuo 0.08-0,16 iki 0,16-0,32, nuovargio stipris sumažėja 21 proc.
02. Sriegio valcavimo proceso poveikis
Rituojantis siūlas sukurs deformaciją stiprinantį sluoksnį ir didelį liekamąjį gniuždymo įtempį, kuris vaidina svarbų vaidmenį užkertant kelią nuovargio įtrūkimų atsiradimui ir ankstyvam augimui; Tuo pačiu metu jis taip pat sumažins dantų slėnio paviršiaus šiurkštumą, o tai padeda pagerinti varžto atsparumą nuovargiui. Tačiau jei siūlas bus suvyniotas ir vėliau termiškai apdorotas, pirmiau minėti palankūs veiksniai išnyks. Todėl, siekiant pagerinti varžtų nuovargį, po terminio apdorojimo sriegiai turi būti suvynioti. Tačiau šiuo metu yra ir kita problema, tai yra, varžtų, ypač didelio stiprumo varžtų, kietumas dažniausiai būna didelis po terminio apdorojimo, o tai sumažina vielos valcavimo štampėlio tarnavimo laiką. Be to, jei valcavimo vielos kokybė nėra pakankamai gera, ant sriegio paviršiaus ar šaknies atsiranda mikro įtrūkimų ar panašus kontaktinio nuovargio lupimo reiškinys, varžto nuovargio efektyvumo gerinimo poveikis nėra akivaizdus ir netgi nuovargis. našumas sumažės.
03. Atstumas tarp veržlės galo ir sriegio
Bandymas rodo, kad kuo arčiau veržlės galinis paviršius yra prie pradinės sriegio padėties, tuo anksčiau varžtas suges. Taip yra todėl, kad padėtis, kurioje varžtas pradeda sriegti, paprastai yra grubiausia riedėjimo vieta, ir ten yra didesnė įtempių koncentracija. Pirmasis varžtų poros sriegis turi didžiausią įtempimą, o jei pirmasis sriegis yra arti pradinės padėties, nuovargio stiprumas sumažės. Todėl didesnis nei 2 sriegių atstumas tarp pirmojo varžtų poros sriegio ir sriegio pradžios vietos pašalins šį paslėptą pavojų.

Siūlų slėnio formos ir spindulio dydžio įtaka.
04. Siūlo sriegio forma ir dydis
Kai varžtas yra įtemptas, įtempių koncentracija susidaro sriegio slėnyje, o jo vertė labai priklauso nuo slėnio formos. Pakeiskite dantų slėnio formą. Pavyzdžiui, kuo lygesnis sriegio danties įdubimas, tuo mažesnė įtempių koncentracija ir didesnis nuovargio stiprumas. Apskritai plokščio dugno slėnio siūlų nuovargio stipris yra mažiausias. Jei vietoj plokščio dugno danties slenksčio naudojamas apvalus danties slėnis, galima pagerinti varžtų atsparumą nuovargiui. Varžto dydis taip pat turi įtakos nuovargio charakteristikoms. Kuo didesnis skersmuo, tuo mažesnis atsparumas nuovargiui; Tai taip pat taikoma varžtų sriegiams.
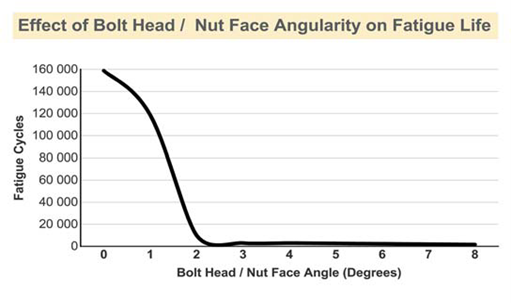
05. Įtrūkimai varžto galvutės apačioje
Nuovargio įtrūkimai dažniausiai prasideda sriegio apačioje, bet taip pat ir galvos apačioje. Įtrūkimas, kuris pradeda dygti varžto galvutės apačioje, dažniausiai atsiranda dėl netinkamo varžto galvutės pereinamojo lanko skersmens suprojektavimo (įtempių koncentracija, atsirandanti dėl netinkamo pereinamojo lanko skersmens) arba varžtas sumontuotas ant pasvirusio laikiklio. . Mažas kampas tarp varžto galvutės ir laikiklio (taip pat žinomas kaip veržlės galinis paviršius), pvz., 2 laipsniai, turės nenuspėjamą neigiamą poveikį nuovargio stiprumui. Šis reiškinys dažnai pasitaikydavo praeityje, kai remtinas objektas yra suvirinimas (suvirinimas paprastai pašalins įtempius po suvirinimo ir pasikeis konstrukcijos forma).
06. Streso pasiskirstymas
Veržlės įtempiai pasiskirsto netolygiai, o didelę apkrovą iš tikrųjų neša kelios pirmosios sagtys. Todėl pirmuose dviejuose veržlės sriegiuose atsiranda daug varžtų porų nuovargio. Todėl matome, kad patobulinimas, dėl kurio įtempis tolygiai paskirstomas varžtuose, padidins nuovargio stiprumą.

07. Metalurginiai plieno defektai
Kai kurie varžtai nebus nupjauti po šaltojo štampavimo ar šaltojo tempimo, todėl žaliavų paviršiaus defektai visada išliks gatavų detalių paviršiuje.
Rimtas dekarbonizacijos sluoksnis varžto paviršiuje yra silpna sritis. Valcavimo proceso metu po šaltojo pjovimo dėl didelės plieno paviršiaus deformacijos didžioji dalis dekarbonizacijos sluoksnio bus įspausta į viršutinę sriegio sritį. Šio dekarbonizuoto sluoksnio stiprumas ir kietumas yra labai žemas, todėl jį labai lengva nusidėvėti ir suklupti (nukirptas siūlas) ir labai lengva tapti nuovargio įtrūkimų šaltiniu, sukeliančiu ankstyvą nuovargio gedimą.
08. Pagerinkite varžtų poros varžtų sriegio įtempių pasiskirstymą
Siekiant pagerinti įtempių pasiskirstymą tarp varžtų porų sriegių, pailgėja nuovargio tarnavimo laikas; Tyrimas rodo, kad tai galima realizuoti ir pakeitus veržlės formą. Galiniame paviršiuje, kur veržlė liečiasi su laikikliu, padarytas griovelis, kuris gali pailginti nuovargio tarnavimo laiką 25 procentais. Šis patobulinimas ypač tinka didelio dydžio varžtams. Žinoma, yra ir kitų būdų, kaip tolygiau paskirstyti varžtų veržlių derinį. Pavyzdžiui, pakeiskite veržlės medžiagą kita medžiaga, kad jos tamprumo modulis skirtųsi nuo varžto; Kitas pavyzdys: varžtų ir veržlių sriegių pavertimas skirtingais žingsniais; Arba naudokite smailius siūlus.
09. Priveržkite varžtą iki numatytos išankstinio priveržimo jėgos
Daugeliu atvejų veiksmingiausias būdas pagerinti varžtų poros eksploatavimo trukmę yra priveržti varžtą iki projektinės išankstinės apkrovos. Paprastai vietoje priveržtas varžtas atlaiko tik 5 procentus (ar mažiau) dinaminės apkrovos. Todėl vietoje pritvirtintas varžtas turi stiprų atsparumą nuovargio apkrovai. Taip yra todėl, kad kintamoji varžto apkrova yra labai maža, todėl varžto sukuriamas kintamasis įtempis taip pat yra labai mažas, paprastai daug mažesnis už varžto atlaikymo ribą. Kai įvyksta nuovargio gedimas, devynios iš dešimties priežasčių yra tai, kad varžto išankstinė apkrova nepasiekia projektinės vertės, todėl varžtas patiria lenkimo momento įtempį, o tai lemia ankstyvą gedimą.
Jei norite gauti daugiau informacijos, galite apsilankyti oficialioje Jinrui svetainėje, nesvarbu, ar esate tvirtinimo detalių paklausėjas / pardavėjas / tiekėjas:www.jinruibolt.com
Dalis Jinrui gaminių ekrano
Jiangsu Jinrui Metal Products Co., Ltd. yra Šanchajaus Jinrui standartinių dalių gamybos bazė. Gamykla užima daugiau nei 20 000 kvadratinių metrų plotą, jos įstatinis kapitalas yra 50 milijonų juanių, bendra investicijų suma viršija 100 milijonų juanių, o metinė produkcija – daugiau nei 20 000 tonų. Jos produkcija eksportuojama į daugiau nei 40 šalių.
Nuo pat įkūrimo 2001 m., po daugiau nei 20 metų nenuilstamų pastangų „Jinrui Company“ išsiplėtė į naują išdėstymą: Hai'an Jiangsu yra jos gamybos bazė ir Baoshan Šanchajuje bei Nanyang Henane.
Šiuo metu pagrindiniai Jinrui produktai apima šias šešias kategorijas:
1. Pagrindiniai varžtų gaminiai yra metriniai ir amerikietiški varžtai su apvalia galvute, ovalus kaklelis (taip pat vadinami žuvies uodegos varžtais), vidiniai ir išoriniai šešiakampiai varžtai, šešiakampiai flanšo varžtai, vežimėlio varžtai, rato stebulės varžtai ir kt.
2. Smeigių gaminiai: pilno sriegio sriegis, dvigubos galvutės smeigės ir kt
3. Riešutiniai gaminiai: šešiakampė veržlė, flanšinė veržlė, sunkioji veržlė, kvadratinė veržlė, veržlė ir kt.
4. Sraigtiniai gaminiai: savisriegiai sraigtai, savisriegiai savisriegiai sraigtai, medsraigčiai, įvairūs mašinų varžtai ir kt.
5. Poveržlės gaminiai: plokščia poveržlė, spyruoklinė poveržlė, kvadratinė poveržlė, užrakto poveržlė ir kt
6. Su tvirtinimo detalėmis susiję nestandartiniai gaminiai
„Jinrui Company“ valdoma vielos traukimo gamykla taip pat teikia apdorojimo paslaugas, tokias kaip smulkus traukimas, grubus vielos strypų traukimas ir sferoidavimas, taip pat tiekia gatavus įvairių vietinių garsių plieno gamyklų vielos strypus.
Laikydamasi verslo filosofijos „pradėti kurti naujoves, siekti tobulumo“, Jinrui paeiliui pristatė kelių tipų presavimo ir formavimo stakles, sriegių valcavimo stakles, veržlių stakles, karštojo presavimo ir valcavimo stakles, tekinimo stakles, dideles karštojo galvijų apdirbimo stakles ir jų pagalbinius bandymus. įranga, pvz., magnetinių dalelių defektų detektoriai, metalografiniai analizatoriai, druskos purškimo bandymo mašinos, tiesioginio skaitymo spektrometrai ir optinės atrankos mašinos, tempimo mašinos, Vickers kietumo matuokliai, Rockwell kietumo matuokliai ir kt., ir įsteigė nepriklausomus tyrimų ir plėtros skyrius. gali gaminti visų rūšių aukštos kokybės tvirtinimo detales, tokias kaip GB, DIN, ANSI, JIS ir ISO tarptautiniai standartai. Produktai plačiai naudojami naftos, chemijos pramonėje, katilų, vėjo energijos gamybos, greitkelių apsauginių turėklų, liftų kreipiamųjų bėgių, mašinų gamyboje, statybvietėse, automobilių dalyse, medicinos įrangoje ir kitose srityse.
Jinrui aktyviai vystėsi nuo pat įkūrimo. Jame integruoti kiekvienos įmonės privalumai, kruopščiai kuriamos ir griežtai parenkamos medžiagos, kad gaminiai būtų patvaresni, ir yra labai giriami daugelio vartotojų. Jinrui laimėjo ISO9001: 2000 tarptautinį kokybės sistemos sertifikatą 2001 m., specialios įrangos gamybos licenciją 2010 m., o TS16949 automobilių kokybės valdymo sistemos sertifikatą 2012 m. Kinijos Liaudies draudimo bendrovė garantuoja savo gaminių pasaulinį atsakomybės už gaminį draudimą. užtikrinti, kad kiekvienas varžtas būtų naudojamas su pasitikėjimu, ryžtu ir ramybe!
Nesvarbu, ar dabar, ar ateityje, Jinrui visada laikysis pagrindinės paslaugų koncepcijos „pirmiausia kokybė, mokslas ir technologijos, siekiant atgaivinti įmones, pirmiausia vartotojus ir dėmesingas aptarnavimas“, nuoširdžiai teiks jums aukštos kokybės paslaugas ir aukštos kokybės produktus, ir Jinrui taip pat taps jūsų ištikimiausiu ilgalaikiu partneriu.
